

熱點資訊
聯系方式
- 手機:86-714-6393188
- 電話:86-714-6393188
- Q Q:297705516
- 郵箱:hongda@hdeko.com
- 地址:湖北省黃石市黃金山開發(fā)區(qū)機械工業(yè)園
模具使用說明書
來源: 發(fā)布時間:2022-04-07 13:57nbsp; 點擊量:
為保證模具的正確合理使用,確保模具使用精度與使用壽命,請在對模具使用前仔細閱讀此說明書、熟悉模具結構及注意事項、確保模具正確安裝和調試。
模具使用時須由一柯模具專業(yè)人員進行操作。
使用前,檢查擠出設備與模具是否符合配套要求、并確保模具與擠出設備的正確連接、檢查擠出設備的內在設施(水電氣等)是否滿足正常生產要求。確保擠出制品的原料與模具設計相符。
一、擠出模具的基本組成與原理
擠出模具一般由模頭、定型模(又名干式定型模)、水箱(又名濕式定型模)三大部分組成。定型模與水箱為定型裝置。
擠出成型塑料制品的四大要素是:擠出材料、成型工藝、擠出設備,擠出模具。在四大要素中,擠出模具又起著關鍵作用。
擠出模具將擠出機已塑化的塑料熔體,經加熱、分流、過渡、壓縮、成型,再通過定型和冷卻,得所需形狀的塑料制品
二、擠出模具的各部分構成與工作原理

1、模頭
模頭連接在擠出機機筒前端,是將熔融物料經分流、壓縮至口模,擠出具有一定幾何形狀型坯的裝置。其作用是:
1) 進一步塑化在流道的熔體;
2) 產生必要的熔體壓力,保證制品密實;
3) 使熔體由螺旋運動變?yōu)橹本€運動,達到各點出料速度一致。
4) 形成所需制品斷面的型坯;
模頭主要由法蘭、模體、支架板、分流錐、芯棒及口模板組成。模頭的結構如圖一所示:

1成型板(口模一) 2預成型板(口模二) 3壓縮板 4支架板一 5支架板二 6過渡板 7模體 8分流錐 9法蘭盤 10機床法蘭盤 11過渡套 12模頭螺釘 13成型板螺釘 14熱電偶孔 15加熱板
2、定型模

模頭擠出的型坯進入定型模后,在真空吸附力的作用下,型坯與定型模腔壁緊貼,通過定型模內流動的冷卻水而冷卻固化。
塑料型材大多采用一段或多段串聯真空定型模。定型模由蓋板、型板及鑲條、循環(huán)冷卻水系統(tǒng)、真空室組成。
定型模結構見圖。
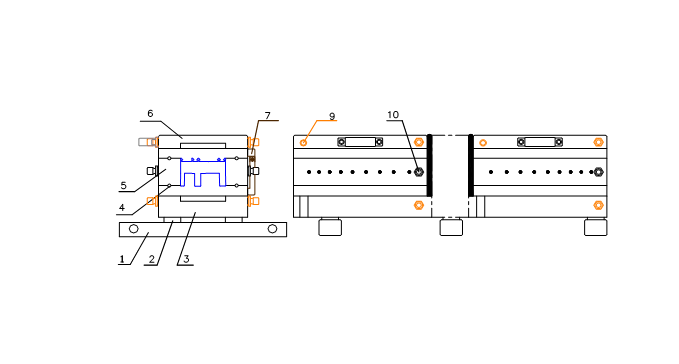
1鐵腳 2墊塊 3底板 4騎縫銷 5型板 6蓋板 7鉸鏈 8出水嘴 9氣嘴 10水嘴
3、水箱

塑料在定型模內完成初步定型后,通過水箱得到充分的冷卻和輔助定型。水箱有渦流水箱和普通水箱之分。
普通水箱(也稱水池)是將制品浸沒在流速緩慢的冷卻水中進行冷即,適合于一些簡易或薄壁制品的冷卻。
水箱結構圖見圖
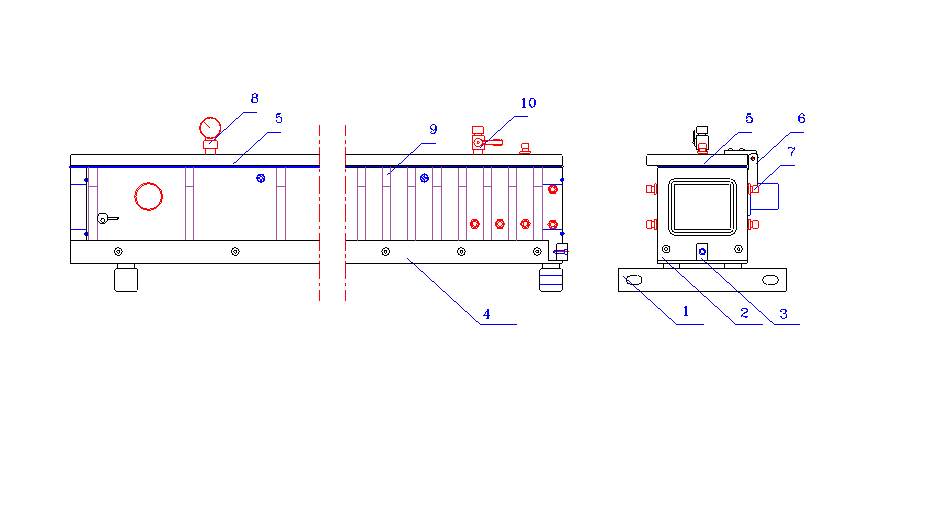
1鐵腳 2檔板 3定位柱 4水箱底板 5水箱蓋板 6水箱鉸鏈 7氣嘴 8真空表 9定型塊 10調節(jié)閥
渦流水箱是通過水箱后端的抽水口將前端的進水快速抽出,以提高冷卻水的流速,同時在水箱中形成有一定的真空負壓,迫使制品能更有效地貼合定型塊,確保其減小收縮與變形,從而獲得所需的制品的外觀和尺寸。
水箱后側的氣接頭(件7)用于抽干附在制品表面的殘余水份,使型材不因表面有水引起牽引履帶打滑。
三、模具安裝
1、安裝前檢查
1-1、模具是否完好無損
1-2、模頭、定型模、水箱定型塊編號一致,為同一套模具
1-3、加熱圈、過渡套、法蘭盤等相關連接配件是否齊全、無損壞。
即將安裝的擠出機是否為本套模具所需的擠出機
2、安裝步驟
2-1、模頭的安裝
2-1-1、首先卸下緊固螺釘并在螺釘螺紋部分涂抹少量高溫潤滑脂,用拔銷器拔下錐銷并打開每塊模板。檢查流道是否有雜物油污或灰塵并清理,緊固芯棒和分流頭螺釘,重新合模,并以塞尺檢查口模間隙,以達到標準的口模間隙尺寸,裝上吊環(huán)。
模頭加溫至設定溫度后再關掉加熱電源,緊固所有螺釘后再開通電源恒溫10分鐘后方可開機。
2-1-2、檢測后確認合格后的模頭,先裝上法蘭盤(件9),如有過渡套(件11),則需配上過渡套。通過螺栓將法蘭盤(件9)與過渡套(件11)連接;在兩者最終緊固之前,用水平儀校整模頭的縱向及橫向的水平度(注意在校水平時忌用鐵器等重擊模頭型板外側,以免定位系統(tǒng)損傷而導致定位精度下降)。螺釘緊固應按順序逐步進行,保證緊固力均勻合理。
2-1-3、按模頭的外形尺寸選擇合適的電熱板(圈),以熱電偶孔位為基準用螺釘將其與模頭緊固,保證電熱板(圈)與模頭緊密接觸。
2-1-4、插上熱電偶并調整其探頭緊貼測量面,接上電熱板(圈)電湖插頭(注意兩者電壓應相符)。通電后觀察電熱板是否正常發(fā)熱,熱電偶測溫是否有誤差并校準。模頭的加熱應分段進行,一般先將各段溫度調到140℃,待溫度升到140℃時保溫30~40分鐘,然后再將溫度調到正常生產時的溫度。
2-1-5、模頭的溫度升到預定一值后,一定要再次緊固模頭螺絲(件12)、成型板螺絲(件13)及法蘭上的螺栓,在確保緊固可靠后方可開機,以防止溢料。
2-2 定型模及水箱的安裝
2-2-1、將定型模吊裝到定型臺后(注意把手靠操作面),先用目測法調整定型模的縱向軸線與定位型臺相應中心一致,再通過定型臺上的T型螺釘將定型模上的鐵腳(件1)與定型臺緊固。
2-2-2、水箱同定型臺的連接與定型模一樣;水箱與定型模之間用定位柱進行定位,并用M10×120螺栓及M10螺母通過鐵腳相互連接。調整M10螺母,確保水箱進口板密封膠條與定型模相應端面吻合。
2-2-3、按定型模結構示意圖分別接上氣接頭、進水接頭。水、氣接頭設置的一般原則是:靠每節(jié)定型模的前端一般為進水接頭(墊片為藍色),中間為氣接頭(墊片為黑色),末端為出水接頭(墊片為紅色)。如果機床的水接頭數量不夠,可考慮將中間幾節(jié)定型模的進出水用水管串接。
2-2-4、按水箱結構示意圖接進水接頭、氣接頭及抽水(氣)管。
2-2-5、首節(jié)定型模應使用專一真空泵。其余則可聯用真空泵。
3、安裝過程的注意事項
3-1 整個模具安裝搬運過程中應輕拿輕放
3-2 模具吊裝時,必須使用吊環(huán),吊環(huán)尺寸必須正確,以免損壞螺絲螺紋
3-3 安裝人員在模具起吊時確認吊裝平衡、安全可靠,方可吊起,起吊過程要注意確保人身、設備、模具安全。
四、模具工作條件
1、擠出生產線狀態(tài)良好
2、成熟穩(wěn)定的材料配方混料和擠出工藝
3、控制冷卻水溫在15-20。C為宜,水壓〉0.3Mpa,保證循環(huán)水量
4、主型材一般需要3臺真空泵,極限真空〉-0.09Mpa
5、高速擠出時各生產線必須具備真空定型水箱和抽氣抽水裝置,并保證負壓下冷卻水的快速循環(huán)
6、調試人員必須在設備操作人員的操作下進行模具調試
7、操作人員設定合理地擠出工藝參數或由調試人員提供參考的工藝參數。
五、擠出生產操作原則
操作人員必須熟悉所操作的擠出機,要正確掌握螺桿的特性、加熱和冷卻的控制、儀表特性、牽引機的控制、模具的結構及裝配情況等,以便正確地掌握擠出工藝條件,正確地操作機器。
六、擠出生產操作步驟
1、開機前應檢查溫度控制是否靈敏,儀表是否失靈,冷即水路是否暢
通等。通常采用溫度計、通冷卻水等方法進行檢測。
2、按擠出操作規(guī)程將擠出機的螺桿、機筒及模頭進行加熱,待溫度升
到設定溫度后,需再保溫10分鐘左右方能開機,使得機器各部分溫度
趨于穩(wěn)定。
3、開機前一定要將模頭各部分連接螺釘和螺栓趁熱擰緊。在物料未被
擠出之前,操作者不得站在口模的正前方,以防止螺栓或螺釘斷裂而產生傷害事故。
4、開始擠出時,螺桿轉速宜用慢速,然后再逐漸加快,以防止啟動時
過載而損壞機件。
5、開機時,先加少量物料,并保持加料均衡,加料時要密切注意扭矩
等各種表值,待物料從模頭口模擠出來并牽上牽引設備后,才能逐漸增加料量直至正常擠出。
6、開始牽引時,定型模與模頭應有一定的距離以更于牽引。將水路打
開(注意不可將水澆到模頭,否則會引起模頭出料失常而導致斷料或堵模),形狀復雜空腔較小及一模多腔型材需將定型模的蓋板打開;在確認擠出物料塑化正常后,通過已設置好的牽引繩將物料牽至牽引機上。縮短定型臺與模頭之間的距離,蓋上蓋板,啟動真空泵,待擠出速度與牽引速度基本平衡時,觀察型材至正常擠出后再將定型臺與模頭距離縮到理想值。
7、若發(fā)現型坯在定型模入口端不成形或內筋粘附于型材內腔面時,可
用尖頭工具在首節(jié)定型模入口端型坯不成型部位或內筋部位戳數個小
洞,使小腔體與大氣貫通,型壞進定型模時呈開放式,便于形成負壓,
促使型坯緊緊貼附于定型模的模壁。
8、如遇堵模(未堵死)情況,應立即將定型臺后移或提高牽引速度,
或同時實施以上兩種方案,然后再通過工藝調整以恢復正常生產。若已堵死實施上述方案無效時,則就立即將定型模臺后移,并沿定型模鏟斷物料,關閉定型模的水氣,降低牽引速度,將型材從定材模中緩慢拉出。如果有部分型材斷在定型模中,則需拆開定型模,并將殘料徹底消除干凈。
9、停機時一般需先加停機料將機內的生產料擠出排盡,然后停機并趁
熱拆卸進行清模處理。
七、擠出模具的拆卸與清理
1、模具拆卸工作應迅速及時。
2、停機后,應先將加熱板拆下,并旋松模頭上的模頭螺絲(件12)和法蘭上的螺栓,但不卸下;裝上吊壞螺釘,將模頭向上吊牢后,松掉法蘭上的螺栓,將模頭運至專門清理的場所。
3、拆卸模頭應在專門的木質臺面的工作臺上進行,工作臺應堅固,臺面應大于1200MM×650MM。準備好扳手、拔銷器、尖端鉗、銅質撬棒、紫銅片、氣嘴等所需工具。
4、模頭的拆卸與清理
4-1先拆卸法蘭盤(件9),然后拆卸模頭螺絲(件12),用黃銅鍥棒伸入起模槽內將成型板(件1)、預成型板(件2)和壓縮板(件3)同時拆下(可暫不拆開)清理。
4-2拆卸模體(件7),用黃銅鍥棒伸入起模槽內將支架板一(件4)支架板二(件5)過渡板(件6)模體(件7)分別拆開,進行清理。
4-3清理時,用尖嘴鉗夾緊殘余物料,同時借助壓縮空氣冷卻,邊吹硬邊拉出。細縫和小溝槽內殘余物料宜用紫銅片等軟質片工具予以清除,注意勿刮傷型面。
4-4用金相砂紙和細油石清除殘余料痕,并拋頭到原樣。
5、定型模及水箱的拆卸與清理
5-1在停止生產和生產異常導致堵模時,都需拆卸定型模,清除殘料。另外,在生產中,由于物料會產生一定的析出物粘附在定型模的真空氣槽及氣孔中,而劃傷型材表面或造成氣路不暢、型材擠出不穩(wěn)定,因此應定期用銅片等軟片對氣槽進行清理。
5-2拆卸前,應先關掉真空泵和水閥,打開蓋板,用銅棒或硬質木塊將殘料清除。注意不能損傷型面,不能用力過大而降低定型模的定位精度。
八、擠出模具的維護
1、模具使用時的維護
1-1在維護與清理過程中裝卸或清理不當,是損傷模具的主要原因之一。因此,模具的拆卸與清理應由專業(yè)人員完成。
1-2模頭在拆卸清理時應使用紫銅器件。
1-3模頭拼合面(密封面)可用細油石或金相砂紙予以清理。
1-4模具有裝配之前,流道應用金相砂紙拋光至低粗糙度,并涂以薄層有機硅酯,以便在長期儲存過程中減少氣體和水分腐蝕保護流道。
1-5在裝配過程中,所有的螺栓、螺釘承載表面及螺紋,都必須涂有高溫潤滑脂。
1-6定型模在拆卸時,應注意避免碰撞;安裝時,應按型板順序號排列安裝。
1-7水箱在日常維護中應確保定型塊裝入后四側留有適當調節(jié)活動空間。
2、模具不使用時的維護
2-1 決不能把原材料留在模具中,停機前應將機器內的生產料擠出排盡
2-2 在模具停用儲存之前,使用壓縮空氣將模具內的雜質吹干凈,并用熱風烘干
2-3 入庫前應清理干凈模具,并在滑動部件加上潤滑劑
2-4 入庫前應清除由水或腐蝕性塑料所引起的銹點,若銹蝕嚴重,還應使用研磨劑研磨、拋光
2-5 模具的各種保養(yǎng)工作結束后,應仔細對其進行干燥處理,并涂上防銹油。
2-6 模具不用時,應放在干燥的地方
3、 模具的包裝保養(yǎng)
模具采用專門的木質包裝,包裝箱應堅固、耐用、裝卸方便、防塵等; 模具裝箱前,應做如下工作:
3-1、清理并達以下要求:
①模頭流道無物料;
②模頭各型板拼合面無物料無毛刺;
③定型模型面無絲狀物料;
④水箱無水及其他雜物。
3-2、油紙封住成型板出口端;
3-3、油紙封住定型模進出口;
3-4、裝箱時,模具在箱體內應固定可靠,防止搬運時,模具在箱體內移動。
4、模具的儲存保養(yǎng)
4-1、模具應貯存在干燥、清潔通風的庫房內,嚴禁與腐蝕品同庫存放;
4-2、模具使用完畢,必須清理干凈,重新組裝好。油封后,存入庫房;
4-3、模具應存放在專用的模具儲存架上,確保擺放安全、存取方便。
5、模具維修記錄卡
九、擠出模具生產過程中的故障現象、原因與排除方法
十、擠出模具配件表
十一、擠出模具專業(yè)詞匯目錄
模頭、口模、支架板、過渡板、芯棒、分流錐、模體、法蘭盤、過渡套、加熱板、熱電偶、定型模、蓋板、型板、鑲條、底板、鐵腳、水箱、擋板、流道、流量
十二、本公司保留對此說明的修改權利,恕不提前通告。
模具使用時須由一柯模具專業(yè)人員進行操作。
使用前,檢查擠出設備與模具是否符合配套要求、并確保模具與擠出設備的正確連接、檢查擠出設備的內在設施(水電氣等)是否滿足正常生產要求。確保擠出制品的原料與模具設計相符。
一、擠出模具的基本組成與原理
擠出模具一般由模頭、定型模(又名干式定型模)、水箱(又名濕式定型模)三大部分組成。定型模與水箱為定型裝置。
擠出成型塑料制品的四大要素是:擠出材料、成型工藝、擠出設備,擠出模具。在四大要素中,擠出模具又起著關鍵作用。
擠出模具將擠出機已塑化的塑料熔體,經加熱、分流、過渡、壓縮、成型,再通過定型和冷卻,得所需形狀的塑料制品
二、擠出模具的各部分構成與工作原理
1、模頭
模頭連接在擠出機機筒前端,是將熔融物料經分流、壓縮至口模,擠出具有一定幾何形狀型坯的裝置。其作用是:
1) 進一步塑化在流道的熔體;
2) 產生必要的熔體壓力,保證制品密實;
3) 使熔體由螺旋運動變?yōu)橹本€運動,達到各點出料速度一致。
4) 形成所需制品斷面的型坯;
模頭主要由法蘭、模體、支架板、分流錐、芯棒及口模板組成。模頭的結構如圖一所示:
1成型板(口模一) 2預成型板(口模二) 3壓縮板 4支架板一 5支架板二 6過渡板 7模體 8分流錐 9法蘭盤 10機床法蘭盤 11過渡套 12模頭螺釘 13成型板螺釘 14熱電偶孔 15加熱板
2、定型模
模頭擠出的型坯進入定型模后,在真空吸附力的作用下,型坯與定型模腔壁緊貼,通過定型模內流動的冷卻水而冷卻固化。
塑料型材大多采用一段或多段串聯真空定型模。定型模由蓋板、型板及鑲條、循環(huán)冷卻水系統(tǒng)、真空室組成。
定型模結構見圖。
1鐵腳 2墊塊 3底板 4騎縫銷 5型板 6蓋板 7鉸鏈 8出水嘴 9氣嘴 10水嘴
3、水箱
塑料在定型模內完成初步定型后,通過水箱得到充分的冷卻和輔助定型。水箱有渦流水箱和普通水箱之分。
普通水箱(也稱水池)是將制品浸沒在流速緩慢的冷卻水中進行冷即,適合于一些簡易或薄壁制品的冷卻。
水箱結構圖見圖
1鐵腳 2檔板 3定位柱 4水箱底板 5水箱蓋板 6水箱鉸鏈 7氣嘴 8真空表 9定型塊 10調節(jié)閥
渦流水箱是通過水箱后端的抽水口將前端的進水快速抽出,以提高冷卻水的流速,同時在水箱中形成有一定的真空負壓,迫使制品能更有效地貼合定型塊,確保其減小收縮與變形,從而獲得所需的制品的外觀和尺寸。
水箱后側的氣接頭(件7)用于抽干附在制品表面的殘余水份,使型材不因表面有水引起牽引履帶打滑。
三、模具安裝
1、安裝前檢查
1-1、模具是否完好無損
1-2、模頭、定型模、水箱定型塊編號一致,為同一套模具
1-3、加熱圈、過渡套、法蘭盤等相關連接配件是否齊全、無損壞。
即將安裝的擠出機是否為本套模具所需的擠出機
2、安裝步驟
2-1、模頭的安裝
2-1-1、首先卸下緊固螺釘并在螺釘螺紋部分涂抹少量高溫潤滑脂,用拔銷器拔下錐銷并打開每塊模板。檢查流道是否有雜物油污或灰塵并清理,緊固芯棒和分流頭螺釘,重新合模,并以塞尺檢查口模間隙,以達到標準的口模間隙尺寸,裝上吊環(huán)。
模頭加溫至設定溫度后再關掉加熱電源,緊固所有螺釘后再開通電源恒溫10分鐘后方可開機。
2-1-2、檢測后確認合格后的模頭,先裝上法蘭盤(件9),如有過渡套(件11),則需配上過渡套。通過螺栓將法蘭盤(件9)與過渡套(件11)連接;在兩者最終緊固之前,用水平儀校整模頭的縱向及橫向的水平度(注意在校水平時忌用鐵器等重擊模頭型板外側,以免定位系統(tǒng)損傷而導致定位精度下降)。螺釘緊固應按順序逐步進行,保證緊固力均勻合理。
2-1-3、按模頭的外形尺寸選擇合適的電熱板(圈),以熱電偶孔位為基準用螺釘將其與模頭緊固,保證電熱板(圈)與模頭緊密接觸。
2-1-4、插上熱電偶并調整其探頭緊貼測量面,接上電熱板(圈)電湖插頭(注意兩者電壓應相符)。通電后觀察電熱板是否正常發(fā)熱,熱電偶測溫是否有誤差并校準。模頭的加熱應分段進行,一般先將各段溫度調到140℃,待溫度升到140℃時保溫30~40分鐘,然后再將溫度調到正常生產時的溫度。
2-1-5、模頭的溫度升到預定一值后,一定要再次緊固模頭螺絲(件12)、成型板螺絲(件13)及法蘭上的螺栓,在確保緊固可靠后方可開機,以防止溢料。
2-2 定型模及水箱的安裝
2-2-1、將定型模吊裝到定型臺后(注意把手靠操作面),先用目測法調整定型模的縱向軸線與定位型臺相應中心一致,再通過定型臺上的T型螺釘將定型模上的鐵腳(件1)與定型臺緊固。
2-2-2、水箱同定型臺的連接與定型模一樣;水箱與定型模之間用定位柱進行定位,并用M10×120螺栓及M10螺母通過鐵腳相互連接。調整M10螺母,確保水箱進口板密封膠條與定型模相應端面吻合。
2-2-3、按定型模結構示意圖分別接上氣接頭、進水接頭。水、氣接頭設置的一般原則是:靠每節(jié)定型模的前端一般為進水接頭(墊片為藍色),中間為氣接頭(墊片為黑色),末端為出水接頭(墊片為紅色)。如果機床的水接頭數量不夠,可考慮將中間幾節(jié)定型模的進出水用水管串接。
2-2-4、按水箱結構示意圖接進水接頭、氣接頭及抽水(氣)管。
2-2-5、首節(jié)定型模應使用專一真空泵。其余則可聯用真空泵。
3、安裝過程的注意事項
3-1 整個模具安裝搬運過程中應輕拿輕放
3-2 模具吊裝時,必須使用吊環(huán),吊環(huán)尺寸必須正確,以免損壞螺絲螺紋
3-3 安裝人員在模具起吊時確認吊裝平衡、安全可靠,方可吊起,起吊過程要注意確保人身、設備、模具安全。
四、模具工作條件
1、擠出生產線狀態(tài)良好
2、成熟穩(wěn)定的材料配方混料和擠出工藝
3、控制冷卻水溫在15-20。C為宜,水壓〉0.3Mpa,保證循環(huán)水量
4、主型材一般需要3臺真空泵,極限真空〉-0.09Mpa
5、高速擠出時各生產線必須具備真空定型水箱和抽氣抽水裝置,并保證負壓下冷卻水的快速循環(huán)
6、調試人員必須在設備操作人員的操作下進行模具調試
7、操作人員設定合理地擠出工藝參數或由調試人員提供參考的工藝參數。
五、擠出生產操作原則
操作人員必須熟悉所操作的擠出機,要正確掌握螺桿的特性、加熱和冷卻的控制、儀表特性、牽引機的控制、模具的結構及裝配情況等,以便正確地掌握擠出工藝條件,正確地操作機器。
六、擠出生產操作步驟
1、開機前應檢查溫度控制是否靈敏,儀表是否失靈,冷即水路是否暢
通等。通常采用溫度計、通冷卻水等方法進行檢測。
2、按擠出操作規(guī)程將擠出機的螺桿、機筒及模頭進行加熱,待溫度升
到設定溫度后,需再保溫10分鐘左右方能開機,使得機器各部分溫度
趨于穩(wěn)定。
3、開機前一定要將模頭各部分連接螺釘和螺栓趁熱擰緊。在物料未被
擠出之前,操作者不得站在口模的正前方,以防止螺栓或螺釘斷裂而產生傷害事故。
4、開始擠出時,螺桿轉速宜用慢速,然后再逐漸加快,以防止啟動時
過載而損壞機件。
5、開機時,先加少量物料,并保持加料均衡,加料時要密切注意扭矩
等各種表值,待物料從模頭口模擠出來并牽上牽引設備后,才能逐漸增加料量直至正常擠出。
6、開始牽引時,定型模與模頭應有一定的距離以更于牽引。將水路打
開(注意不可將水澆到模頭,否則會引起模頭出料失常而導致斷料或堵模),形狀復雜空腔較小及一模多腔型材需將定型模的蓋板打開;在確認擠出物料塑化正常后,通過已設置好的牽引繩將物料牽至牽引機上。縮短定型臺與模頭之間的距離,蓋上蓋板,啟動真空泵,待擠出速度與牽引速度基本平衡時,觀察型材至正常擠出后再將定型臺與模頭距離縮到理想值。
7、若發(fā)現型坯在定型模入口端不成形或內筋粘附于型材內腔面時,可
用尖頭工具在首節(jié)定型模入口端型坯不成型部位或內筋部位戳數個小
洞,使小腔體與大氣貫通,型壞進定型模時呈開放式,便于形成負壓,
促使型坯緊緊貼附于定型模的模壁。
8、如遇堵模(未堵死)情況,應立即將定型臺后移或提高牽引速度,
或同時實施以上兩種方案,然后再通過工藝調整以恢復正常生產。若已堵死實施上述方案無效時,則就立即將定型模臺后移,并沿定型模鏟斷物料,關閉定型模的水氣,降低牽引速度,將型材從定材模中緩慢拉出。如果有部分型材斷在定型模中,則需拆開定型模,并將殘料徹底消除干凈。
9、停機時一般需先加停機料將機內的生產料擠出排盡,然后停機并趁
熱拆卸進行清模處理。
七、擠出模具的拆卸與清理
1、模具拆卸工作應迅速及時。
2、停機后,應先將加熱板拆下,并旋松模頭上的模頭螺絲(件12)和法蘭上的螺栓,但不卸下;裝上吊壞螺釘,將模頭向上吊牢后,松掉法蘭上的螺栓,將模頭運至專門清理的場所。
3、拆卸模頭應在專門的木質臺面的工作臺上進行,工作臺應堅固,臺面應大于1200MM×650MM。準備好扳手、拔銷器、尖端鉗、銅質撬棒、紫銅片、氣嘴等所需工具。
4、模頭的拆卸與清理
4-1先拆卸法蘭盤(件9),然后拆卸模頭螺絲(件12),用黃銅鍥棒伸入起模槽內將成型板(件1)、預成型板(件2)和壓縮板(件3)同時拆下(可暫不拆開)清理。
4-2拆卸模體(件7),用黃銅鍥棒伸入起模槽內將支架板一(件4)支架板二(件5)過渡板(件6)模體(件7)分別拆開,進行清理。
4-3清理時,用尖嘴鉗夾緊殘余物料,同時借助壓縮空氣冷卻,邊吹硬邊拉出。細縫和小溝槽內殘余物料宜用紫銅片等軟質片工具予以清除,注意勿刮傷型面。
4-4用金相砂紙和細油石清除殘余料痕,并拋頭到原樣。
5、定型模及水箱的拆卸與清理
5-1在停止生產和生產異常導致堵模時,都需拆卸定型模,清除殘料。另外,在生產中,由于物料會產生一定的析出物粘附在定型模的真空氣槽及氣孔中,而劃傷型材表面或造成氣路不暢、型材擠出不穩(wěn)定,因此應定期用銅片等軟片對氣槽進行清理。
5-2拆卸前,應先關掉真空泵和水閥,打開蓋板,用銅棒或硬質木塊將殘料清除。注意不能損傷型面,不能用力過大而降低定型模的定位精度。
八、擠出模具的維護
1、模具使用時的維護
1-1在維護與清理過程中裝卸或清理不當,是損傷模具的主要原因之一。因此,模具的拆卸與清理應由專業(yè)人員完成。
1-2模頭在拆卸清理時應使用紫銅器件。
1-3模頭拼合面(密封面)可用細油石或金相砂紙予以清理。
1-4模具有裝配之前,流道應用金相砂紙拋光至低粗糙度,并涂以薄層有機硅酯,以便在長期儲存過程中減少氣體和水分腐蝕保護流道。
1-5在裝配過程中,所有的螺栓、螺釘承載表面及螺紋,都必須涂有高溫潤滑脂。
1-6定型模在拆卸時,應注意避免碰撞;安裝時,應按型板順序號排列安裝。
1-7水箱在日常維護中應確保定型塊裝入后四側留有適當調節(jié)活動空間。
2、模具不使用時的維護
2-1 決不能把原材料留在模具中,停機前應將機器內的生產料擠出排盡
2-2 在模具停用儲存之前,使用壓縮空氣將模具內的雜質吹干凈,并用熱風烘干
2-3 入庫前應清理干凈模具,并在滑動部件加上潤滑劑
2-4 入庫前應清除由水或腐蝕性塑料所引起的銹點,若銹蝕嚴重,還應使用研磨劑研磨、拋光
2-5 模具的各種保養(yǎng)工作結束后,應仔細對其進行干燥處理,并涂上防銹油。
2-6 模具不用時,應放在干燥的地方
3、 模具的包裝保養(yǎng)
模具采用專門的木質包裝,包裝箱應堅固、耐用、裝卸方便、防塵等; 模具裝箱前,應做如下工作:
3-1、清理并達以下要求:
①模頭流道無物料;
②模頭各型板拼合面無物料無毛刺;
③定型模型面無絲狀物料;
④水箱無水及其他雜物。
3-2、油紙封住成型板出口端;
3-3、油紙封住定型模進出口;
3-4、裝箱時,模具在箱體內應固定可靠,防止搬運時,模具在箱體內移動。
4、模具的儲存保養(yǎng)
4-1、模具應貯存在干燥、清潔通風的庫房內,嚴禁與腐蝕品同庫存放;
4-2、模具使用完畢,必須清理干凈,重新組裝好。油封后,存入庫房;
4-3、模具應存放在專用的模具儲存架上,確保擺放安全、存取方便。
5、模具維修記錄卡
| 模具維修記錄卡 | ||||
| 日期 | 維修內容 | 維修人員 | 備注 | |
| 故障現象 | 解決措施 | |||
九、擠出模具生產過程中的故障現象、原因與排除方法
| 故障現象 | 原因 | 排除方法 |
| 有波紋或定型臺不穩(wěn)定 | 原料或配方調整 | 恢復原配方或重新調試機頭 |
| 牽引阻力偏大 | 修定型裝置或重新安裝定型裝置 | |
| 真空吸附力過大 | 調整真空度 | |
| 型材表面劃痕 | 定型模型腔內有異物 | 清除 |
| 定型模或定型塊成型面有碰、劃傷 | 修復并拋光 | |
| 口模型腔面有碰、劃傷 | 修復并拋光 | |
| 平面的平整度不良 | 冷卻不充分 | 調整冷卻水溫或水壓,清理定型模冷卻水道 |
| 定型模氣槽被堵塞或真空度不夠 | 檢查真空系統(tǒng)排除障礙或用超聲波清洗機清洗定型模 | |
| 渦流水箱真空度偏小, | 提高密封性 | |
| 牽引速度過快 | 調整牽引速度 | |
| 表面光澤差 | 溫度設置不當,物料塑化過度或不足 | 檢查各測溫點的實際溫度并加以調整 |
| 機頸、襯套或口模內有物料停滯 | 停機清理,對粘料處拋光 | |
| 混有不同批次、牌號的樹脂 | 應予避免 | |
| 配混料工序有問題 | 檢查混料機,嚴格按工藝執(zhí)行 | |
| 口模、定型模不光潔 | 檢查并拋光 | |
| 有降解線 | 模頭流道有死角滯料 | 拋光模頭流道 |
| 加熱溫度過高 | 檢查溫控系統(tǒng),調整加熱溫度 | |
| 制品壁厚及配合部尺寸發(fā)生改變或波動 | 進料發(fā)生波動 | 改善粉料的流動性,檢查并調整進料段溫度 |
|
物料混合不均勻 |
嚴格執(zhí)行混料工藝 | |
| 加熱板工作不正常 | 檢查、維修或更換 | |
| 模具間隙發(fā)生變化 | 清模后重裝并檢查 | |
|
模頭內有物料停滯 |
清模 | |
| 牽引機打滑 | 加大壓緊力 | |
| 牽引機速度波動 | 檢查并修理 | |
| 棱角不飽滿 | 供料不足 | 加大供料 |
| 牽引速度過快 | 調整牽引速度與模頭出料相匹配 | |
| 定型模裝置與模頭相對位置偏差或間距偏大 | 調整定型臺到合適的位置 | |
| 真空吸附力不足 | 提高密封度,增加附力 | |
| 型材截面不規(guī)整 | 牽引機壓力過大 | 適當調小 |
| 口模出料不均 | 切片檢查,清模,拋光 | |
| 抽真空系統(tǒng)有堵塞 | 檢查、清理 | |
| 真空型材截面不規(guī)整泵抽氣量不夠 | 檢查、維修 | |
| 冷卻能力不夠 | 清理水路、降低水溫或降低牽引速度 | |
| 真空水箱冷卻定型效果差 | 改善水箱的密封效果,增加供、抽水量 | |
| 型材彎曲變形 | 冷卻不平衡 | 加強凸邊冷卻能力,降低凹邊冷卻能力 |
| 冷卻能力不夠 | 加大供水量,降低水溫或降低牽引速度 | |
| 牽引機上下牽引帶不同步 | 檢查并調整 | |
| 口模出料不均 | 檢查切片、清模、拋光 | |
| 定型模各成型面阻力不平衡 | 在專業(yè)人員指導下進行維修 | |
| 擠出生產線中心位置未對準 | 重新安裝擠出生產線調整中心一致 | |
| 定型模中心高不一致 | 調整定型模中心高 | |
| 產品斷面設計不合理 | 調整斷面形狀使壁厚均勻,阻力均勻 | |
| 局部出現收縮痕 | 內筋等交叉面出料偏慢 | 清模并加以拋光 |
| 抽真空效果差 | 檢查、清理 | |
| 局部冷卻過快 | 關小冷卻水 | |
| 口模內異常糊料 | 型腔面光潔度差 | 清模并加以拋光 |
| 過渡面不夠平緩 | 加以修模 | |
| 溫度設定偏高 | 檢查并調整 | |
| 物料熱穩(wěn)定性差 | 檢查并調整 | |
| 型材堵模 | 牽引打滑,牽引力過大 | 增大牽引壓力 |
| 牽引機轉速不穩(wěn)定 | 檢查、調整牽引機 | |
| 牽引速度太慢(擠出和牽引不匹配) | 提高牽引速度 | |
| 局部溫度失控 | 檢查加熱板溫度是否失控 | |
| 定型模進料口導入斜度過小過短 | 增大定型模進料口導料斜度和長度 | |
| 定型模真空度過高 | 調整真空度 | |
| 定型模與模頭之間距離不當 | 調整定型模與模頭間距 | |
| 配方中潤滑劑過量,擠出速度不穩(wěn)定 | 調整潤滑劑比例 | |
| 制品中夾有氣泡或表面有斑點,魚眼 |
物料中水分、揮發(fā)份含量過高 |
烘干,使發(fā)揮發(fā)份小于0.1% |
| 主機抽真空系統(tǒng)堵塞 | 檢查并清理 | |
| 物料熱穩(wěn)定性差 | 檢查熱穩(wěn)定劑質量或調整配方 | |
| 螺桿溫度設置偏高 | 調整 | |
| 螺桿導熱油路不通或油量不夠 | 檢查并維修 | |
| 擠出速度過高 | 適當降低擠出速度 |
十、擠出模具配件表
| 名稱 | 規(guī)格 | 用途 |
| 法蘭盤 | 65機法蘭,80機法蘭等 | 用于擠出模與設備之間的連接 |
| 過渡套 | 根據客戶擠出機規(guī)格進行確定 | 用于擠出模與設備之間的過渡連接 |
| 加熱板 | 根據每套模具的大小尺寸來定 | 用于擠出模頭的加熱 |
| 水咀、氣咀 | 根據客戶擠出機規(guī)格進行確定 | 用于擠出模具與設備的水管、氣管連接 |
| 螺絲 | 12.9級或8.8級 | 用于模具部件的固定與連接 |
十一、擠出模具專業(yè)詞匯目錄
模頭、口模、支架板、過渡板、芯棒、分流錐、模體、法蘭盤、過渡套、加熱板、熱電偶、定型模、蓋板、型板、鑲條、底板、鐵腳、水箱、擋板、流道、流量
十二、本公司保留對此說明的修改權利,恕不提前通告。
上一篇:暫無
|
下一篇:暫無






推薦新聞 MORE+
- 模具使用說明書 2022-04-07
- 噴熔模具 從退單不斷到供不應求 黃石鴻達模具“搶風口”巧轉 2020-09-01
- 2016全國“以塑代木”綠色發(fā)展工作推進會 2020-09-01
- 一柯與您分享:擠出模具成型的小知識 2020-09-01
- 黃石市市長黃荊國在一柯模具調研模具行業(yè)發(fā)展態(tài)勢 2020-09-01